![]()
2021/03/08

研削加工と研磨加工は、しばしば混同される金属加工方法です。「研削」という言葉が一般になじみがないためか、金属加工関係者でさえ「研削」を「研磨」と説明してしまうことも少なくありません。「研磨して、部品のサイズ調整をした」などはその一例です。また、細かくみていくと、研削も研磨もそれぞれたくさんの種類があります。一度、しっかりと把握しておきましょう。
「切削」と「研削」のように字面が似ていたり、「研削」と「研磨」のように加工内容が似ていたりするものもあります。いずれも金属加工ではよく出てくる言葉ですので、まずはこれらの違いをしっかりと理解しておきましょう。
これらすべてが「削り取る」という作業です。除去加工・非除去加工の別でいえば、いずれも除去加工になります。
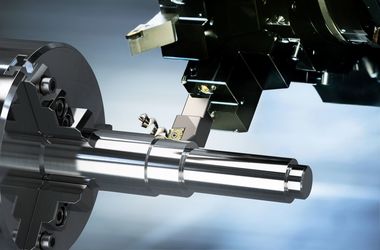
また、切削加工したままものは、あと少し寸法に正確さが欠けたり、表面が滑らかではなかったりといったことが珍しくありません。そのため、研削加工で寸法の微調整をしたり、研磨加工で仕上げをしたりといった処理がなくてはならないのです。
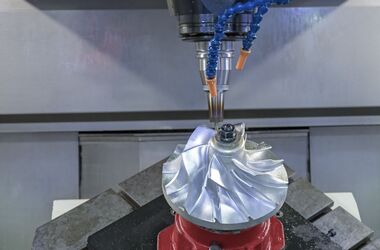
研削加工では、切削加工ほどには大きく削ることはありません。そのため、主に切削加工を済ませた後の工作物の寸法精度を上げるために施されます。また、砥粒には非常に硬い素材が使われるため、超硬合金でできたものや焼入れ後のものなど、切削加工では無理な硬い工作物でも加工できるのも特徴です。
次のような種類があります。
また、これら以外に歯車研削やネジ研削といった、工作物に特化した検索方法やそのための機器があります。

最大級の精度が求められたり、見た目の美しさが必要になったりする場合に、仕上げとして施されるのが研磨加工です。工程としては、次の4つに大きく分けることができます。ただし、製品ごとに仕上げ方の必要が異なり、最後までやるものとそうでないものがあります。
(1)下地=すでに研削である程度の凹凸は取り除かれているはずです。それをさらに綿密に行います。
(2)ならし=下地まではまだ、表面はざらざらです。それを平にならしていきます。
(3)つや出し=平らになった工作物の表面から、汚れをとりのぞくことで、つやを出します。
(4)鏡面仕上げ・ヘアライン加工・エンボス仕上げ=さらに磨き上げて、鏡のようにするのが、「鏡面仕上げ」です。ただし、鏡面仕上げは使いだした後からの傷も目立つために、「ヘアライン加工」「エンボス仕上げ」といったようにわざと模様上の凹凸をつけることもあります。
ヘアライン仕上げなどは例外として、通常は(1)から(4)へと順々に砥石やコンパウンドの粒子を細かくしていきます。
また、これらには以下のような研磨方法が使い分けられています。
また、鏡面仕上げならば盤にフェルトなど軟らかいものを使います。この場合は「ポリシング研磨」と呼びます。 また、電解作用や化学反応を利用し、表面を溶かして滑らかにする方法を採ることもあります。これは「研ぎ」も「磨き」もしませんが、同じ目的で施されるので、それぞれ「電解研磨」「化学研磨」と呼ばれます。
研削加工や研磨加工をする素材は金属に限りません。ガラス・宝石・石材など、おおよそ硬くて加工の必要のあるものはすべて対象になります。たとえばダイヤモンドの場合、それ以上硬い物質はないため、ダイヤモンドの粉末を砥粒にして研磨を行います。
カメラに使われるガラスレンズでは、高温になった金型でプレスして最終的な精度にまで一気に成形する「ガラスモールド」も普及してきました。しかし、ほぼ「非球面レンズ」という特殊なレンズの限定の製造方法です。
大半のカメラ用ガラスレンズは今でも研削加工・研磨加工をし、あとは洗浄やコーティングをして完成します。たとえば、キヤノンの場合、「レンズ表面を研削加工で100ナノメートル(1万分の1ミリメートル)の精度にし、研磨加工で1ナノメートル(100万分の1ミリメートル)レベルの凹凸にする」としています。
「磨製石器」もその名前通りに石材を磨いて作られています。日本では約3万年前にはすでに作られていました。包丁・斧といった刃物のイメージが強いかもしれませんが、農具・工具・装身具も出土しています。
また、四字熟語の「切磋琢磨(せっさたくま)」も、この内の2文字は研削・研磨を、残りの2文字も硬い素材の加工方法を意味しています。「骨は切り・象牙は磋(と)ぎ・玉は琢(う)ち・石は磨く」ということで、出典は中国最古の詩集とされる『詩経』です。もちろん、「努力に努力を重ねる」「仲間同士、競い合って互いに向上する」といった意味です。

研削加工も研磨加工も、切削の加工品への後処理として施されます。研磨まで必要になる製品には、自動車や工作機械のベアリング・航空機エンジンの回転部品など無数にあります。機械部品の製造装置も例外ではありません。
いずれも、精密で耐久性も高くなければならないようなものばかりです。研削加工・研磨加工は比較的地味な作業であるのも否定できませんが、機械産業の土台を支えているのも確かです。
キーワード